芬顿氧化法可作为废水生化处理前的预处理工艺,也可作为废水生化处理后的深度处理工艺。该方法主要适用于含难降解有机物废水的处理,如造纸工业废水、煤化工业废水、石油化工废水、精细化工废水、发酵工业废水、垃圾渗滤液等废水,以及对工业园区集中废水处理厂等废水的处理。
芬顿反应原理
1893年,化学家Fenton发现,过氧化氢(H2O2)与二价铁离子的混合溶液具有强氧化性,可以将当时很多已知的有机化合物如羧酸、醇、酷类氧化为无机态,氧化效果十分显著。但此后半个多世纪中,这种氧化性试剂却因为氧化性极强而没有太被重视。
进入20世纪70年代,芬顿试剂在环境化学领域中找到了它应有的位置。芬顿试剂具有去除难降解有机污染物的功能,在印染废水、含油废水、含酚废水、焦化废水、含硝基苯废水、二苯胺废水等废水处理中得到了广泛应用。当年,芬顿发现该试剂时,并不清楚过氧化氢与二价铁离子反应到底生成了何种氧化剂,只知道该氧化剂具有很强的氧化能力。二十多年后,有人假设可能反应中产生了羟基自由基,否则氧化性不会有如此强。因此,人们采用了一个领域内较广泛使用的化学反应方程式来描述芬顿试剂中发生的化学反应:
Fe2++H2O2→Fe3++OH·+OH
芬顿氧化法是在酸性条件下,其H2O2在Fe2+存在下生成强氧化能力的羟基自由基OH·,并引发更多其他活性氧,以实现对有机物的降解,其氧化过程为链式反应。其中以OH产生作为链的开始,而其他活性氧和反应中间体构成了链的节点,各活性氧被消耗,反应链终止。其反应机理较为复杂,这些活性氧仅供有机分子并使其转化为CO2和H20等无机物,从而使Fenton氧化法成为重要的高级氧化技术之一。
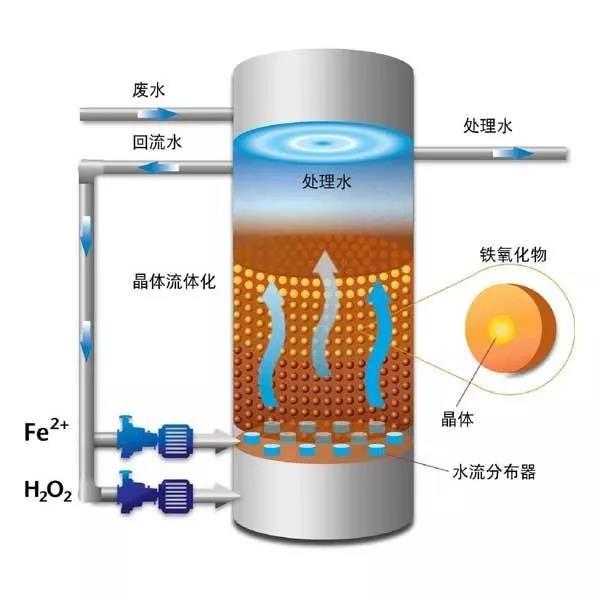
芬顿塔结构图
进水水质要求
芬顿氧化法进水应符合以下条件
(1)在酸性条件下易产生有毒有害气体的污染物(如硫离子、氰根离子等)不应进入芬顿氧化工艺单元;
(2)进水中悬浮物含量宜<200mg/L;
(3)应控制进水中Cl-、H2PO3-、HC03-、油类和其他影响芬顿氧化反应的无机离子或污染物浓度,其限制浓度应根据试验结果确定.
芬顿氧化法进水不符合条件时
应根据进水水质采取相应的预处理措施:
(1)芬顿氧化法用于生化处理预处理时,可设置粗、细格栅、沉砂池、沉淀池或混凝沉淀池,去除漂浮物、砂砾和悬浮物等易去除污染物;芬顿氧化法用于废水深度处理时,宜设置混凝沉淀或过滤工序进行预处理;
(2)进水中溶解性磷酸盐浓度过高时,宜投加熟石灰,通过混凝沉淀去除部分溶解性磷酸盐;
(3)进水中含油类时,宜设置隔油池除油;
(4)进水中含硫离子时,应采取化学沉淀或化学氧化法去除;进水中含氰离子时,应采取化学氧化法去除;
(5)进水中含有其他影响芬顿氧化反应的物质时,应根据水质采取相应的去除措施,以消除对芬顿氧化反应的影响。芬顿氧化法用于生化处理的预处理时,若进水水质水量变化较大,芬顿氧化工艺前应设置调节池。

芬顿的影响因素
温度
温度是芬顿反应的重要影响因素之一。一般化学反应随着温度的升高会加快反应速度,芬顿反应也不例外,温度升高会加快OH·的生成速度,有助于OH·与有机物反应,提高氧化效果和COD的去除率。但对于芬顿试剂这样复杂的反应体系来说,温度升高不仅会加速正反应的进行,也加速副反应,同时会加速H2O2的分解,而分解得到的02和H20,不利于OH·的生成。不同种类工业废水中的芬顿反应,其适合的温度,也存在一定差异。处理聚丙烯酰胺水溶液时,温度应控制在30℃至50℃;洗胶废水处理时温度为85℃;处理三氯(苯)酚时,当温度低于60℃时,有助于反应的进行,当高于60℃时,则不利于反应。
pH值
一般来说,芬顿试剂是在酸性条件下发生反应的,在中性和碱性的环境中,Fe2+不能催化氧化H202产生OH·,而且会产生氢氧化铁沉淀,从而失去催化能力;当溶液中的H+浓度过高,Fe3+不能顺利的被还原为Fe2+,催化反应受阻。多项研究结果表明芬顿试剂在酸性条件下,特别是pH在3—5时氧化能力很强,此时有机物降解速率快,能够在短短几分钟内降解,有机物的反应速率常数正比于Fe2+和过氧化氢的初始浓度。因此,在工程上采用芬顿工艺时,建议将废水调节到2—4,理论上pH值在3—5时为最佳。
有机物
对不同种类的废水,芬顿试剂的投加量、氧化效果是不同的。因为不同类型的废水中,其有机物的种类是不同的。对于醇类(甘油)及糖类等碳水化合物,在羟基自由基作用下,分子发生脱氢反应,然后产生C-C键的断链;对于大分子的糖类,羟基自由基使糖分子链中的糖苷键发生断裂,降解生成小分子物质;对于水溶性的高分子及乙烯化合物,羟基自由基使得C-C键断裂;并且羟基自由基可以使得芳香族化合物开环,形成脂肪类化合物,从而消除降低该种类废水的生物毒性,改善其可生化性。
针对染料类,羟基自由基可以打开染料中官能团的不饱和键,使染料氧化分解,达到脱色和降低COD的目的。用芬顿试剂降解壳聚糖的实验表明,当介质pH值在3—5时,聚糖、H202及催化剂的摩尔比在240:1—2或24:1—2时,芬顿反应可以使壳聚糖分子链中的糖苷键发生断裂,从而生成小分子的产物。
过氧化氢与催化剂投加量
芬顿工艺在处理废水时需要判断药剂投加量及经济性。H202的投加量大,废水COD的去除率会有所提高,但是当H202投加量增加到一定程度后,COD的去除率会慢慢下降。因为在芬顿反应中,H202投加量增加,OH·的产量就会随之增加,而COD的去除率会相应降低。但是当H2O2的浓度过高时,双氧水会发生分解,并不产生羟基自由基。
催化剂的投加量也有与双氧水投加量相同的情况。一般情况下,增加Fe2+的用量,废水COD的去除率会增大,当Fe2+增加到一定程度后,COD的去除率开始下降。这是因为当Fe2+浓度较低时,随着Fe2+浓度升高,H202产生的OH·会增加;但当Fe2+的浓度过高时,也会导致H2O2发生无效分解,释放出02。

环境友好型,水处理解决方案供应商
关于我们
科海思(北京)科技有限公司成立于2010年,致力于环保技术革新,围绕企业在废水处理、资源回收、净水处理、危废处理、工艺缺陷等环境治理过程中成本高、难度大、稳定性差的现状,为企业提供更高效、可持续、高回报的解决方案。作为行业前沿技术推行者,2011年与美国Thermax集团、德国Watch集团合作成为其中国区总代理,将“特种离子交换树脂”首次引进国内,基于国情进行工艺创新,添补行业空缺,完成技术升级。在推广实践中,倡导“环保治理价值化”新理念,运用国际先进技术在治理的同时进行废物资源再生,将企业环保建设从单纯投入转为开源投资。



